在精馏塔模拟计算过程中,理论板和实际板是有一定区别的:
| 理论板 | 实际板 |
|---|---|
| 气液两相完全混合,板上浓度均一 | 板上液相浓度径向分布,液体入口浓度高,进入的气相各点浓度不同 |
| 离开板的气液相浓度达到平衡 | 达到平衡要无限时间,影响因素:塔板结构、流动情况、物性、平衡关系等 |
| 均匀流动,各点停留时间相同 | 不均匀流动,各点的停留时间不同 |
| 无雾沫夹带、漏液、液相夹带汽相等 | 可能有雾沫夹带、漏液、液相夹带汽相等 |
因此,为了更准确地模拟实际精馏塔的性能,需要引入板效率来修正理论塔板的计算结果。
以下内容来自模型DeepSeek-V3,生成时间 2025 03-06 14:12
板效率的定义
板效率是实际塔板的分离效果与理论塔板分离效果的比值。常见的板效率定义有以下几种:
总板效率(Overall Efficiency, (E_o)):
总板效率是整座精馏塔的平均效率,定义为:
E_o = \frac{N_{实际}}{N_{理论}}
其中:
- N_{理论} 是达到相同分离效果所需的理论塔板数。
- N_{实际} 是实际塔板数。
总板效率反映了整座塔的平均性能。
默弗里板效率(Murphree Efficiency, (E_M)):
默弗里板效率是针对单块塔板的效率,分为气相默弗里效率和液相默弗里效率:
- 气相默弗里效率:E_{MV} = \frac{y_n - y_{n-1}}{y_n^* - y_{n-1}}其中:
- y_n 是离开第n块塔板的气相组成。
- y_{n−1} 是进入第n块塔板的气相组成。
- y^*_n 是与离开第n块塔板的液相组成平衡的气相组成。
- 液相默弗里效率:E_{ML} = \frac{x_{n-1} - x_n}{x_{n-1} - x_n^*}其中:
- x_n 是离开第n块塔板的液相组成。
- x_{n−1} 是进入第n块塔板的液相组成。
- x^*_n 是与离开第n块塔板的气相组成平衡的液相组成。
默弗里板效率更详细地描述了单块塔板的性能。
点效率(Point Efficiency, (E_P)):
点效率是塔板上某一点的局部效率,通常用于描述塔板上气液接触的微观效率。
板效率的影响因素
板效率受多种因素影响,主要包括:
- 物性参数:如组分的相对挥发度、粘度、表面张力等。
- 操作条件:如气液流量、温度、压力等。
- 塔板设计:如塔板类型(筛板、泡罩塔板等)、塔板间距、开孔率等。
- 流体力学行为:如液泛、雾沫夹带等。
板效率在精馏模拟中的作用
在精馏模拟中,板效率的作用主要体现在:
- 修正理论模型:通过引入板效率,可以更准确地预测实际精馏塔的性能。
- 优化设计:通过分析板效率的影响因素,可以优化塔板设计和操作条件。
- 经济性评估:板效率直接影响塔板数量和塔高,进而影响设备投资和运行成本。
推荐使用
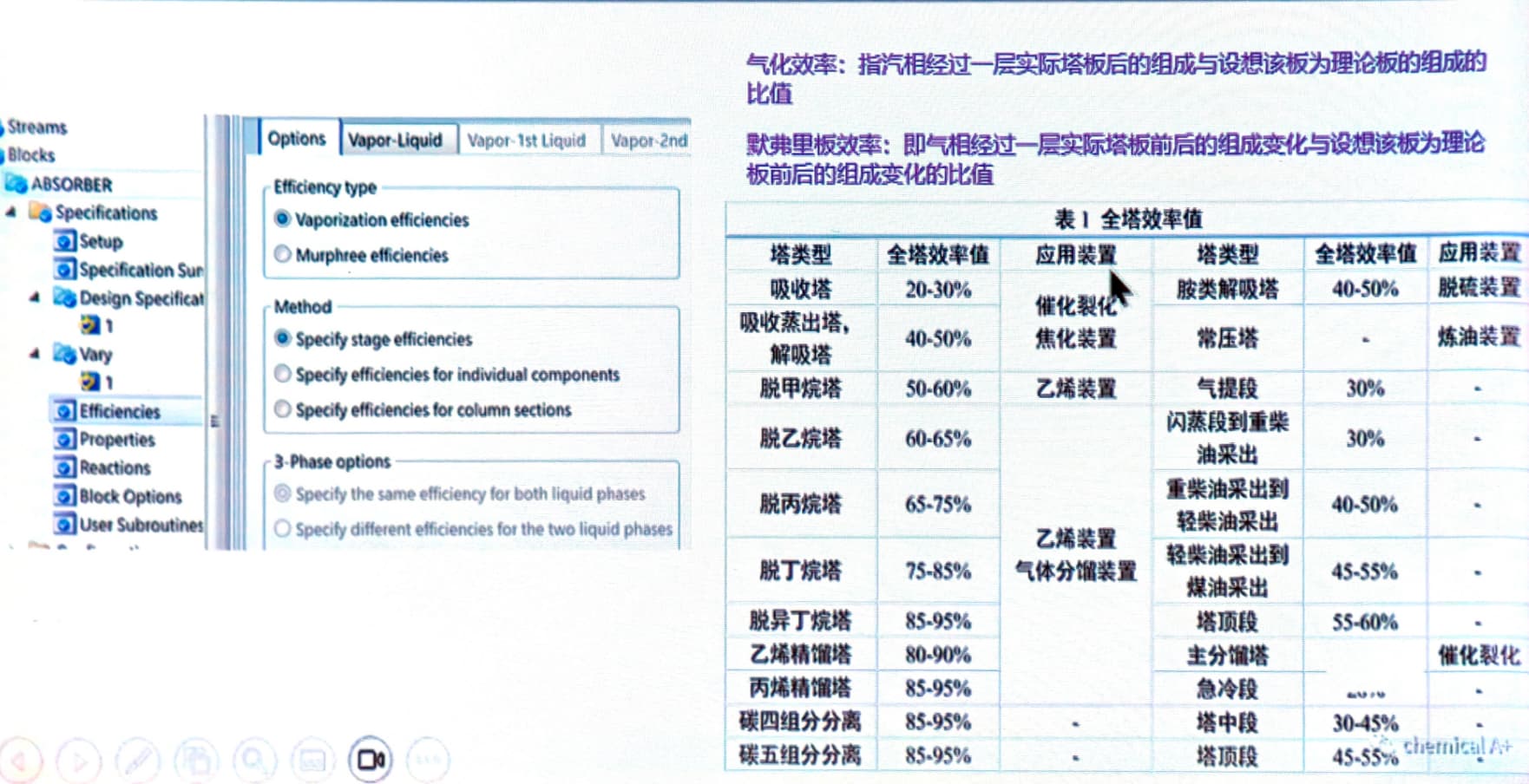
不推荐使用气液效率,而应该使用 莫非比(默弗里)效率。